
अलिकडच्या वर्षांत, अधिकाधिक लॉन्ड्री प्लांट्सनी टनेल वॉशर सिस्टीमची निवड केल्यामुळे, त्यांना टनेल वॉशर्सची अधिक सखोल माहिती मिळाली आहे आणि अधिक व्यावसायिक ज्ञान प्राप्त झाले आहे; ते आता केवळ ट्रेंडचे आंधळेपणाने अनुसरण करून खरेदी करत नाहीत. अधिकाधिक लॉन्ड्री प्लांट्स स्वच्छतेची पातळी, उच्च कार्यक्षमता, कमी नुकसान दर, कमी पाणी आणि स्टीम ऊर्जेचा वापर इत्यादींना खरेदीसाठी महत्त्वाचे मापदंड आणि मानके मानतात.बोगदा वॉशर प्रणाली, टनेल वॉशर खरेदी करताना, उपकरणाच्या स्थिर कार्याकडे लक्ष देण्याव्यतिरिक्त.
सुरुवातीला काही ब्रँड्सकडून टनेल वॉशर सिस्टीम खरेदी केलेल्या अनेक ग्राहकांनी सांगितले की, श्रमाची बचत झाली असली तरी, टनेल वॉशर सिस्टीमच्या प्रत्यक्ष वापराची कार्यक्षमता सुधारली नाही आणि पाणी, वीज व वाफेचा वापर कमी झाला नाही. उलट, नुकसानीचे प्रमाण मोठ्या प्रमाणात वाढले. याचे कारण असे की, सुरुवातीच्या काळात काही उपकरण उत्पादकांचे टनेल वॉशर्स हे केवळ अंधानुकरण होते. या उपकरण उत्पादकांना उपकरणाच्या रचनेचे तत्त्व समजले नव्हते, परिणामी टनेल वॉशर्सच्या उत्पादनामुळे मोठ्या प्रमाणात कपड्यांचे नुकसान झाले आणि त्यांना त्यावर चांगला उपाय सापडला नाही. ग्राहकांच्या कपड्यांच्या नुकसानीची समस्या कमी करण्यासाठी ते केवळ दाबयंत्राचा दाब अंधपणे कमी करत राहिले. याचा परिणाम म्हणून, कपड्यांमधील आर्द्रतेचे प्रमाण सतत वाढत गेले, ग्राहकांचा वाफेच्या ऊर्जेचा वापर सतत वाढत गेला आणि उपकरणाची कार्यक्षमताही सतत कमी होत गेली.
ची कार्यक्षमताबोगदा धुवणाराआणि लिननचे नुकसान हे वॉटर एक्स्ट्रॅक्शन प्रेसशी जवळून संबंधित आहे. जर संपूर्ण टनेल वॉशर सिस्टीममधील प्रेसने जोर दिला नाही, तर संपूर्ण टनेल वॉशर जोर देत नाही. म्हणून, प्रेस हा संपूर्ण सिस्टीमचा गाभा आहे. आम्ही तुमच्यासाठी डिझाइन, रचना आणि तत्त्वांनुसार प्रेसमुळे लिननचे नुकसान का होते याचे सखोल विश्लेषण करू.

चांगल्या वॉटर एक्सट्रॅक्शन प्रेसची वैशिष्ट्ये
● संरचनेची स्थिरता
प्रेसची रचना आणि स्थिरता ही मशीनची रचना, संरचना आणि हायड्रॉलिक प्रणालीवर अवलंबून असते.
● वेळ पिळणे
लिनन केक दाबण्याचा वेळ: संपूर्ण टनेल वॉशर प्रणालीची उत्पादन कार्यक्षमता निश्चित करते
● आर्द्रतेचे प्रमाण
इस्त्री केल्यानंतर लिनेनमधील आर्द्रतेचे प्रमाण: यावरून लॉन्ड्री फॅक्टरी ऊर्जा-बचत करणारी आहे की नाही हे ठरवा.
● नुकसानीचा दर
लिनन तुटण्याचे प्रमाण कमी करणे: लॉन्ड्री प्लांटचे खर्च नियंत्रण आणि प्रतिष्ठा.
आम्ही चौथ्या वैशिष्ट्याचे सविस्तर विश्लेषण करू. संपूर्ण लॉन्ड्री प्लांटच्या नुकसान दराच्या बाबतीत, टनेल वॉशरच्या आतील ड्रमच्या खरखरीतपणामुळे आणि कपड्यांच्या जुनाटपणामुळे होणाऱ्या नुकसानाव्यतिरिक्त, उर्वरित नुकसान प्रामुख्याने ...मुळे होते.पाणी काढण्याचे यंत्रजेव्हा प्रेसच्या नुकसानीचा प्रश्न येतो, तेव्हा आपण प्रेसचे कार्यतत्त्व आणि प्रेसची रचना समजून घेतली पाहिजे.
प्रेसिंग प्रोग्राम्सची अयोग्य सेटिंग्ज
प्रेसमुळे लिननचे नुकसान होण्याची अनेक कारणे आहेत आणि हा लेख प्रेस प्रोग्रामच्या चुकीच्या सेटिंग्जवर लक्ष केंद्रित करतो.
सध्या, लॉन्ड्री प्लांटमध्ये धुतले जाणारे बहुतेक कपडे हॉटेलकडून पुरवले जातात आणि कपड्यांचे प्रकार खूप गुंतागुंतीचे असतात. हॉटेल्सना सेवा देणाऱ्या लॉन्ड्रींचे ग्राहक ४०-५० इतके कमी असू शकतात, तर काही मोठ्या लॉन्ड्री शंभरहून अधिक ग्राहकांना सेवा देऊ शकतात. प्रत्येक कपड्याची वैशिष्ट्ये, कापडाची घनता आणि त्याचे मटेरियल सारखे नसते. तसेच, वापराचा कालावधी आणि जुने व नवीन असण्याचे प्रमाण यांसारखे घटकही खूप भिन्न असतात. परिणामी, इस्त्री करण्याच्या प्रक्रियेच्या आवश्यकता खूप उच्च असतात.
जर प्रेसची कार्यक्षमता जास्त असेल, तर दाबलेल्या लिनेन प्रेसमध्ये पाण्याचे प्रमाण कमी असते. यात प्रामुख्याने लिनेनच्या पृष्ठभागावर दाब देण्यासाठी पाण्याच्या पिशवीचा वापर केला जातो आणि निर्जलीकरणाचा उद्देश साध्य करण्यासाठी लिनेनच्या आतील पाणी वेगाने पिळून काढले जाते. लिनेनच्या आतून पाण्याचा वेगाने निचरा झाल्यामुळे लिनेनवर जास्त दाब निर्माण होतो. जर सर्व लिनेनची गुणवत्ता एकसमान असेल, तर चाचणीतून आपल्याला हे समजले आहे की लिनेनचे नुकसान नियंत्रणात राहील याची खात्री करण्यासाठी एक निश्चित दाब वेळ आणि दाबाचे मूल्य ठरवणे योग्य ठरते.
खरं तर, लिननची वैशिष्ट्ये, कापडाची घनता, मटेरियल, वापराचा कालावधी आणि जुने व नवीन असतानाची झीज होण्याची पातळी सारखी नसते. अशा वेळी, सारखाच वेळ आणि सारखाच दाब देऊन, इस्त्री केलेले लिनन खराब होणार नाही याची खात्री देता येत नाही. अनेकलॉन्ड्री प्लांटमालक विचारतात, माझे अगदी नवीन लिनन चुरगळण्याचे कारण काय आहे? नव्याने खरेदी केलेल्या लिननची घनता तुलनेने जास्त असते आणि लिनन उत्पादकाने ते तुलनेने सपाट दिसावे यासाठी त्यावर 'सायझिंग' प्रक्रिया केलेली असते. यावेळी, नवीन लिनन पारगम्य असते आणि ही पारगम्यता चांगली नसते. जर इस्त्री करणाऱ्याने खूप कमी वेळात लिननवर दाब दिला, तर कपड्याच्या आतील हवा आणि पाणी वेळेवर बाहेर पडू शकत नाही. दाबामुळे लिननचे नुकसान होते.
जरी तात्काळ नुकसान झाले नसले तरी, धागे आधीच खराब झाले होते. काही काळ धुतल्यानंतर पाण्याची पारगम्यता आणि हवेची पारगम्यता चांगली असली तरी, सुरुवातीच्या टप्प्यातच धागे खराब झाल्यामुळे लिननचे आयुष्य कमी होईल.
सीएलएम सोल्युशन्स
निवडलेले प्रेस सिस्टमसीएलएमलिननच्या जटिलतेनुसार इस्त्री करण्याच्या वेगवेगळ्या पद्धती निवडता येतात. (लिननचे प्रकार: टॉवेल, चादरी, रजईचे कव्हर, उशांचे कव्हर, नवीन आणि जुने, सुती, पॉलिस्टर, मिश्रित इत्यादी.)
लिननच्या कापडाचे सेवा आयुष्य वेगवेगळे असते आणि ते कापड सहन करू शकणारा दाबही वेगवेगळा असतो.
लिननच्या कापडाची घनता आणि एक्झॉस्टची कार्यक्षमता वेगवेगळी असते, ज्यांना नियंत्रित करण्यासाठी वेगवेगळ्या उपाययोजनांची आवश्यकता असते.
लिननच्या कापडाची घनता वेगवेगळी असल्यामुळे, त्यावर नियंत्रण ठेवण्यासाठी वेगवेगळ्या उपाययोजना कराव्या लागतात.
या परिणामकारक घटकांमुळे होणारी तुटफूट नियंत्रित करण्यासाठी सीएलएम प्रेसमध्ये दाबण्याच्या वेगवेगळ्या पद्धती असतात. सीएलएम प्रेसची विभागणी एका पूर्व-दाब विभागामध्ये आणि तीन मुख्य दाब विभागांमध्ये केली जाते. पूर्व-दाब देणे किंवा न देणे, हे दोन्ही पर्याय निवडता येतात. कापडाचे नुकसान कमी करण्यासाठी, वेगवेगळ्या लिनेननुसार दाबण्याच्या वेगवेगळ्या प्रक्रिया पूर्णपणे सेट करता येतात.
❑ प्री-प्रेसिंग आणि मेन प्रेसिंग
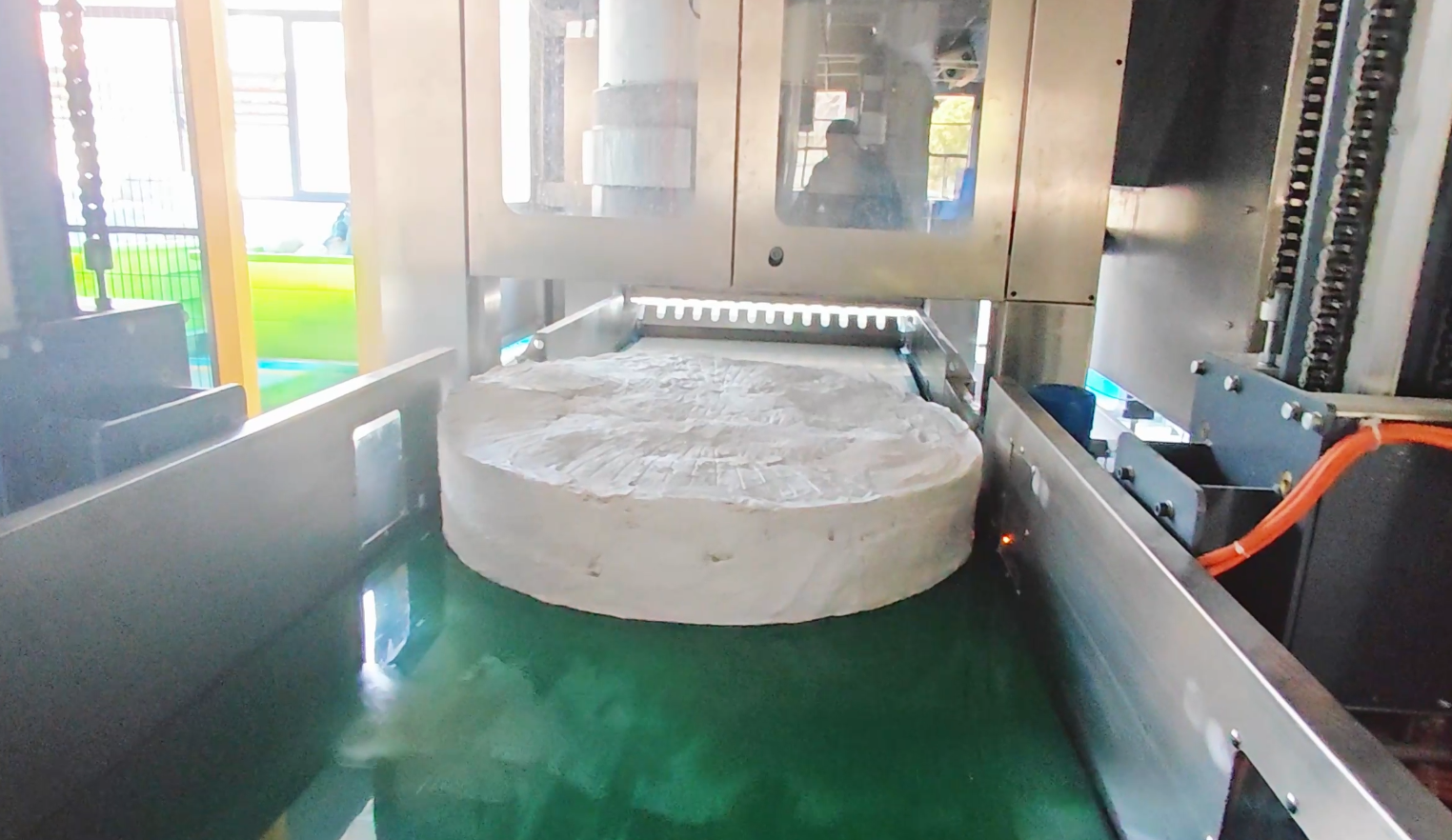
पूर्व-दाब देण्याचे मुख्य कार्य हे आहे की: जेव्हा लिनन प्रेस बास्केटमध्ये ओतले जाते, तेव्हा त्यात पाणी जास्त असते आणि ते असमान असते. काही लिनन हॉपरला चिकटलेले असते. पूर्व-दाब खूप कमी दाबावर सेट केला जाऊ शकतो, आणि असमान कापड समतल करताना मोठ्या प्रमाणात पाणी आणि हवा बाहेर टाकण्यासाठी संबंधित स्थितीचा वापर केला जातो. या चक्रात, वॉटर सॅक दाब निर्माण करत नाही.

मग मुख्य दाब द्या. पहिला टप्पा म्हणजे दुसऱ्यांदा पाणी काढून टाकण्याची प्रक्रिया. यामध्ये, लिननमधील मोठ्या प्रमाणात पाणी आणि हवा बाहेर काढण्यासाठी, पाण्याच्या पिशवीच्या जागेवर प्रेस बास्केटच्या एक्झॉस्ट होलद्वारे दाब देणे आवश्यक असते. लिननचे संरक्षण करण्यासाठी हा टप्पा थांबवण्याचा पर्याय निवडता येतो. लिननवर शोषलेला ओलावा पिळून काढण्यासाठी कमी वेग आणि कमी दाब याची खात्री केली पाहिजे. या टप्प्यावर, उच्च दाबाच्या टप्प्यावर लिनन फाटू नये म्हणून, लिननवर मंद दाबाने घट्ट दाब दिला जातो आणि त्याच वेळी लिननमध्ये शोषलेला मोठ्या प्रमाणात ओलावा पिळून काढला जातो.
जेव्हा दुसऱ्या टप्प्यातील पाण्याची पिशवी एका विशिष्ट दाबापर्यंत पोहोचते, तेव्हा दाब टिकवून ठेवण्यासाठी तिला तिसऱ्या टप्प्यात पाठवले जाते. या टप्प्याचे कार्य शिल्लक राहिलेले पाणी पिळून काढणे हे आहे. या टप्प्यासाठी वेळ निश्चित करता येतो. याला जितका जास्त वेळ लागतो, तितके जास्त पाणी पिळून काढले जाते.
❑ इस्त्री करण्याचे टॉवेल
टॉवेल स्वतःहून सहजपणे चुरगळला जात नाही. जर टॉवेल दाबण्याचा प्रोग्राम ४२ बार पेक्षा जास्त दाब गाठू शकत नसेल तर (सीएलएम प्रेसदाब ४७ बारपर्यंत पोहोचू शकत असल्यास, टॉवेलमधील आर्द्रतेचे प्रमाण जास्त असेल. सुकण्याचा वेळ आणि ऊर्जेचा वापर जास्त होईल, जे मानक टनेल वॉशर सिस्टमच्या आवश्यकतांशी जुळत नाही.
जेव्हा प्रेसिंग टॉवेल प्रोग्राम सेट केला जातो, तेव्हा पूर्व-दाबण्याचा टप्पा रद्द केला जाऊ शकतो आणि मुख्य दाबण्याच्या टप्प्याला व दाब धरून ठेवण्याच्या टप्प्याला अधिक वेळ दिला पाहिजे. दाब धरून ठेवण्याचा वेळ जितका जास्त असेल, तितके जास्त पाणी बाहेर काढले जाईल, आर्द्रतेचे प्रमाण कमी होईल, वाळण्याचा वेळ कमी होईल आणि ऊर्जेची अधिक बचत होईल.
❑ उच्च-घनतेच्या चादरी आणि ड्युव्हेट कव्हर्स विरुद्ध जुन्या चादरी आणि ड्युव्हेट कव्हर्स
काही हॉटेल ग्राहक चार-पाच वर्षे जुन्या, न फाटलेल्या चादरी आणि रजईची आवरणे वापरत राहतात. अशा प्रकारच्या चादरी आणि रजईच्या आवरणांसाठी, प्रत्येक टप्प्याचा वेग, स्थिती आणि दाब समायोजित करून आपण होणारे नुकसान नियंत्रित करू शकतो. कपडे फाटू नयेत म्हणून संपूर्ण इस्त्रीचा दाब अंदाधुंदपणे कमी करण्याऐवजी, प्रत्येक प्रकारच्या चादरी आणि रजईसाठी तुटण्याचे प्रमाण नियंत्रित करण्याकरिता वेगवेगळ्या प्रक्रिया विकसित केल्या आहेत; कारण अंदाधुंद दाब कमी केल्यास लॉन्ड्री प्लांटमधील वाफेचा वापर अपरिहार्यपणे वाढतो.
प्रेसची संरचनात्मक रचना आणि हार्डवेअरच्या बाबींचाही लिननच्या नुकसानीवर परिणाम होईल. पुढील लेखात आपण याचे विश्लेषण पुढे चालू ठेवू.
पोस्ट करण्याची वेळ: १६ एप्रिल २०२५